
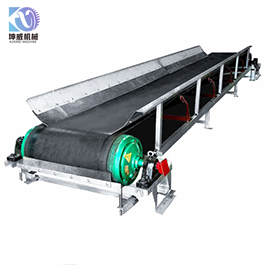
跑偏及撒料是皮带机常见的故障问题。很多专家也给出了关于皮带跑偏分析的文章。那么皮带输送机撒料跑偏故障调整方法有哪些呢?下面我们一起来看看吧!

为解决这类故障,重点是要注意安装的尺寸精度与日常的维护保养。跑偏的原因有多种,需根据不同的原因选择合适的皮带的调偏方法:
1、调整承载托辊组。
皮带线的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏。在制造皮带机时,托辊组的两侧安装孔都加工成长孔,以便进行调整。
2、调整驱动滚筒与改向滚筒位置。驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置需要垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。
3、张紧处的调整。皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。重锤张紧处上部的两个改向滚筒除了应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。使用螺旋张紧或液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。
皮带输送机的撒料是一个共性的问题,原因也是多方面的。但重点还是要加强日常的维护与保养。要想减少撒料问题,还应注意以下几个问题。
1、转载点处撒料。转载点处撒料主要是在落料斗,导料槽等处。如皮带输送机严重过载,皮带输送机的导料槽挡料板损坏等。上述情况可以在控制运送能力上,加强维护保养上得到解决。
2、凹段皮带悬空时的撒料。凹段皮带区间当凹段曲率半径较小时会使皮带产生悬空,此时皮带成槽情况发生变化,因为皮带已经离开了槽形托辊组,一般槽角变小,使部分物料撒出来。因此,在设计阶段应尽可能地采用较大的凹段曲率半径来避免此类情况的发生。
3、跑偏时的撒料。皮带跑偏时的撒料是因为皮带在运行时两个边缘高度发生了变化,一边高而另一边低,物料从低的一边撒出。这个处理的方法是调整皮带的跑偏。




 豫公网安备41070302000342号
豫公网安备41070302000342号



 套输送方案
套输送方案


