
运输过程中,基带主要承受拉力,对其使用效果起着重要作用,如果刚性小,则使输送带产生横向变形,引起撒料等现象。一般要求芯层数至少8-10个厚以上。大倾角挡边输送机超过70度角应采用覆盖带,(使用覆盖带的好处防止漏料对基带造成损伤;同时也能增加物料的运量)。 纵向撕裂是指钢绳芯大倾角皮带输送机运行过程中出现输送带纵向撕开,严重漏料的现象。主要由抽芯、跑偏、异物划伤、物料卡压等原因造成。 纵向撕裂大部分发生在落料口附近。装载物料时落下的物料中常含有尖锐、锋利的异物,如果有异物扎伤输送带,落到托親或机架上,对上行输送带的表层持续划擦,使得异物对输送带表层的压力越来越大,直至扎穿输送带,造成撕裂。
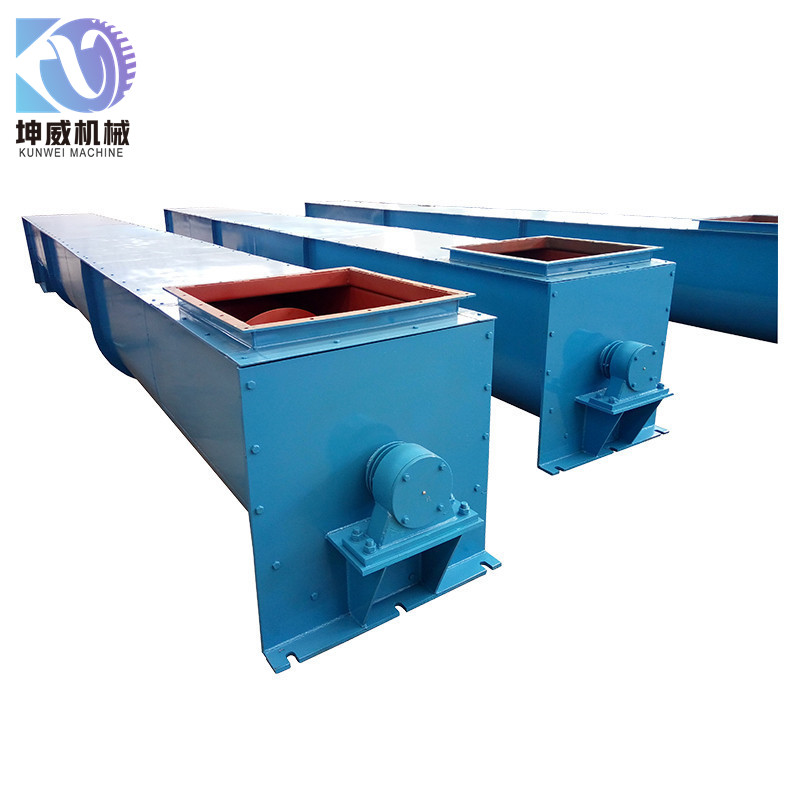
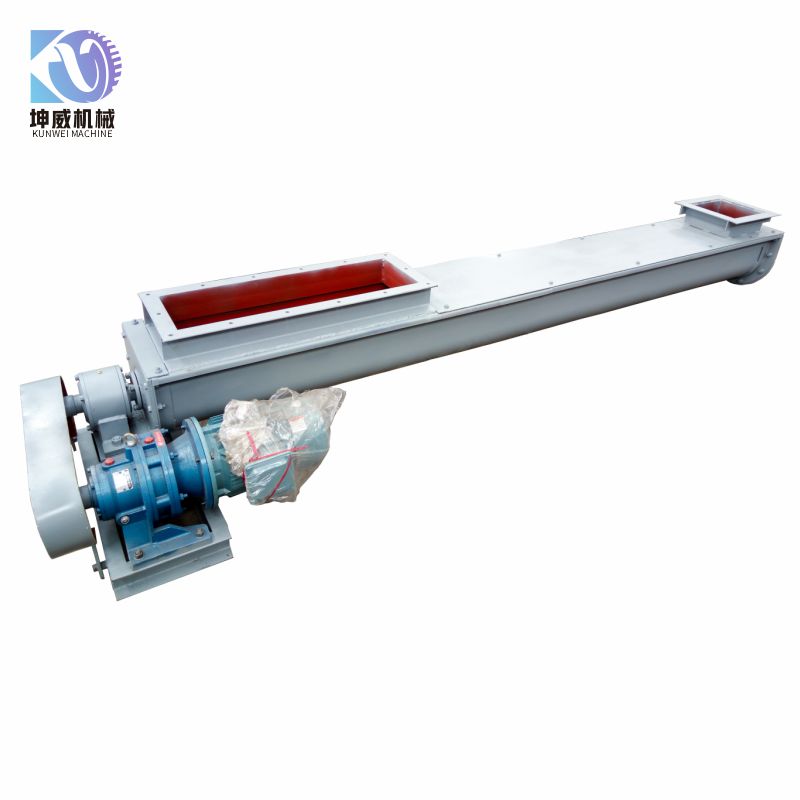
大倾角皮带机输送机适用大中型露天煤矿、火电厂、化工厂等运用场所,又具备运输工作能力大、耗能小、有利于维修等特性。在工作上因为错误操作或输送皮带发生意外,会造成裙板和胶斗撕破或掉下来,拆换传动带会提升产品成本。可以根据修补输送皮带的方式减少产品成本,修补大倾角皮带机输送机的输送皮带撕破或掉下来时,应留意以下几个方面:
1、清理现场清洁卫生,并将需粘接的裙板、胶斗粘接面及传动带表层清理干净。
2、用研磨抛光机匀称而薄地将传动带、裙板等粘接处打毛并清理干净,但传动带白帆布层或打毛处不可以发生凸凹不平。
3、刷胶前先将粘和剂附加的密封固化剂按相应占比匀称混和,那样配出来的胶具备干固快、粘结性强、输送机厂家耐老化和粘接时不用加温、固定不动充压等特性。
4、大倾角皮带机输送机的输送皮带刷胶镀层是要强有力,镀层薄而匀称,若有传动带白帆布层或其他阻燃纤维层,或打毛处封口胶掉下来显著,要刷三层以上。
5、待镀层干躁到不粘手背时,将裙板或胶斗慢慢压置与镀层上,与此同时用锤从里面向边沿井然有序敲击,以排除內部空气。




 豫公网安备41070302000342号
豫公网安备41070302000342号



 套输送方案
套输送方案


